
Kundenspezifische Heißkanal-Spritzgießformen aus chinesischer Fabrik
Kundenspezifische Heißkanal-Spritzgießformen
1. Produkteinführung – Präzisions-Heißkanalsysteme für die Serienfertigung
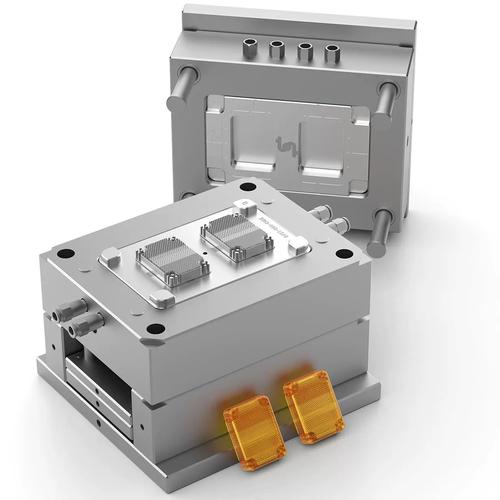
Unser Kundenspezifische Heißkanal-Spritzgießformen Heißkanalsysteme sind hochentwickelte Spritzgießsysteme, die Angussverluste vermeiden, Zykluszeiten verkürzen und die Teilequalität verbessern. Im Gegensatz zu herkömmlichen Kaltkanalsystemen halten Heißkanalsysteme die Kunststoffschmelze im Verteiler und in den Düsen auf präzise kontrollierten Temperaturen und spritzen das geschmolzene Material durch beheizte Angüsse direkt in die Formhohlräume.
Für Hersteller von Kunststoffbatteriegehäusen, Automobilkomponenten, Medizingeräten und Unterhaltungselektronik bieten unsere kundenspezifischen Heißkanalformen folgende Vorteile:
Null Läuferabfall – 15–30 % Materialeinsparung
Schnellere Zyklen – 20–40 % höhere Leistung
Hochwertiges Bauteil – Keine Schweißnähte, Einfallstellen oder Spannungsrisse
Automatisierungsbereit – Vollautomatischer Betrieb ohne Angussbruch
Jede Form wird speziell auf Ihre Teilegeometrie, die Materialwahl (ABS, PC, Nylon, UL94 V-0-Qualitäten, glasfaserverstärkte Kunststoffe) und die Produktionsvolumenanforderungen zugeschnitten.

2. Wichtigste Vorteile – Warum eine Heißkanalform wählen?
| Nutzen | Beschreibung |
|---|---|
| Materialeinsparungen | Kein Angusskanal oder Verteilerrohr zum Entsorgen – 15–30 % Einsparung bei technischen Kunststoffen |
| Kürzere Zykluszeiten | Eliminiert Kühl- und Entnahmezeiten für den Anguss – 20–40 % schnellere Produktion |
| Bessere Teilequalität | Präzise Angusssteuerung reduziert Schweißnähte, Einfallstellen und innere Spannungen. |
| Vollständige Automatisierung | Die Formen laufen kontinuierlich ohne Eingriff des Bedieners zur Angussentfernung. |
| Flexible Torplatzierung | Mehrere Wärmeableitungen können an beliebiger Stelle am Bauteil positioniert werden. |
| Gleichmäßige Kavitätenfüllung | Ein ausgeglichener Schmelzefluss gewährleistet identische Teile aus Mehrkavitätenformen. |
Bei Batteriegehäusen, die flammhemmende Materialien gemäß UL94 V-0 erfordern (und daher teuer sind), amortisieren sich die Kosten für die Heißkanalwerkzeuge oft schon im ersten Produktionsjahr allein durch die Materialeinsparungen.
3. Komponenten des Heißkanalsystems – Was befindet sich im Inneren der Form?

Ein komplettes Heißkanalsystem besteht aus mehreren präzisionsgefertigten Komponenten, die zusammenarbeiten:
3.1 Verteiler (Verteilerplatte)
Gefertigt aus hochfestem Stahl (P20, H13 oder Edelstahl)
Interne Strömungskanäle für eine gleichmäßige Schmelzeverteilung
Beheizt mit Heizpatronen oder Heizstäben
Temperaturzonen unabhängig steuerbar
3.2 Düsen
Erhältlich in verschiedenen Längen, Durchmessern und Spitzenformen
Düse öffnen – Einfach, kostengünstig, für die meisten Materialien geeignet
Ventilschieberdüse – Ein mechanischer Stift verschließt die Öffnung, beseitigt Öffnungsreste und ist ideal für kosmetische Oberflächen.
3.3 Heizungen und Thermoelemente
Band- oder Patronenheizungen mit hoher Leistungsdichte
Thermoelemente vom Typ J oder K für präzise Temperaturrückmeldung (Genauigkeit ±1°C)
3.4 Temperaturregler
Mehrzonen-PID-Regelung (Einzelzone bis 48+ Zonen)
Überhitzungsschutz und Diagnosefunktionen
Schnittstellen zu Spritzgießmaschinen oder eigenständigen Systemen
3.5 Verteilerplatte & Klemmsystem
Stützt den Verteiler und dichtet gegen die Formplatte ab.
Verhindert Schmelzaustritt bei Hochdruckdichtungen (bis zu 30.000 psi)
4. Düsentypen – Die richtige Lösung für Ihr Bauteil auswählen
| Besonderheit | Düse öffnen | Ventil-Schieber-Düse |
|---|---|---|
| Torüberrest | Kleiner Vorsprung (0,5–1 mm) | Nahezu flach (0–0,1 mm) |
| Am besten geeignet für | Verdeckte Oberflächen, nicht-kosmetische Teile | Sichtbare Oberflächen, Batteriegehäuse, medizinische Teile |
| Materialpalette | Standardthermoplaste | Alle Materialien, einschließlich glasfaserverstärkter und flammhemmender Sorten |
| Zykluszeit | Sehr schnell | Etwas länger aufgrund der Stiftbetätigung |
| Kosten | Untere | Höher (aufgrund von Zylindern und Stiften) |
| Wartung | Einfacher | Regelmäßiger Austausch von Stift und Dichtung erforderlich |
Unsere Empfehlung: Bei sichtbaren Kunststoffbatteriegehäusen oder kosmetischen Bauteilen sollten Sie stets Ventilanschnittdüsen wählen, um ein sauberes, professionelles Erscheinungsbild ohne Nachbearbeitung zu erzielen.
5. Kundenspezifische Designmöglichkeiten – maßgeschneidert auf Ihr Bauteil und Material
Jedes von uns gefertigte Heißkanalsystem wird individuell für Ihre spezifische Anwendung konstruiert. Unser Konstruktionsprozess umfasst:
5.1 Analyse der Torstandorte
Formfüllsimulation zur Bestimmung optimaler Angusspositionen
Vermeiden Sie Schweißnähte in der Nähe kritischer Bauteile (Rippen, Ansätze, Schnappverbindungen).
Sequenzventil-Schiebersteuerung für große oder komplexe Teile
5.2 Ausgeglichener Schmelzfluss
Verteilerkanäle, entworfen mithilfe von numerischer Strömungsmechanik (CFD).
Gleicher Druckabfall in jeder Kavität von Mehrkavitätenformen
Scherwärmeberechnungen für temperaturempfindliche Materialien (PC, Nylon)
5.3 Management der Wärmeausdehnung
Finite-Elemente-Analyse (FEA) des Verteilers und der Formbasis
Dehnungsspalte, die so berechnet wurden, dass ein Verklemmen bei Betriebstemperatur verhindert wird
Korrekte Vorspannung der Dichtungen und Ausrichtungsstifte
5.4 Materialspezifische Eigenschaften
| Material | Besondere Überlegungen |
|---|---|
| Glasfaserverstärkt (GF) | Abriebfeste Düsenspitzen, Verteiler aus gehärtetem Stahl |
| UL94 V-0 FR-Kunststoffe | Korrosionsbeständige Bauteile, präzise Temperaturregelung zur Verhinderung von Materialermüdung |
| PC / PC-ABS | Große Strömungskanäle, langsame Einspritzung, Ventilschieber bevorzugt |
| Nylon (PA6/PA66) | Der Heißkanal muss während der Leerlaufzeiten abgeschaltet werden, um eine Beschädigung zu verhindern. |
| TPE / TPV (weiche Materialien) | Große Tore, offene Düsen sind in der Regel ausreichend. |
6. Mehrfach- und Familienformkonfigurationen

Um die Produktivität bei der Massenproduktion von Batteriegehäusen zu maximieren, konstruieren wir Heißkanalformen mit folgenden Eigenschaften:
| Karieszahl | Typische Anwendung | Leistung pro Zyklus (1-Minuten-Zyklus) |
|---|---|---|
| 2 Hohlräume | Große Teile, erste Validierung | 120 Teile/Stunde |
| 4 Kavitäten | Mittlere Akkufächer, Gehäuse für Elektrowerkzeuge | 240 Teile/Stunde |
| 8 Kariesstellen | Kleine bis mittelgroße Gehäuse, hohes Volumen | 480 Teile/Stunde |
| 16 Kavitäten | Ultrakompakte Teile (18650-Zellenhalter) | 960 Teile/Stunde |
| 32+ Kariesstellen | Miniaturbauteile (Steckverbinder, Abstandshalter) | Über 1.920 Teile/Stunde |
Familienformen – Unterschiedliche Teilenummern in derselben Form (z. B. Deckel + Untergehäuse + Verschluss). Heißkanalsysteme ermöglichen die unabhängige Angusssteuerung für jeden Teiletyp.
7. Temperaturregelung – Das Herzstück eines Heißkanalsystems
Eine präzise Temperaturregelung ist für die Leistung von Heißkanalsystemen entscheidend. Unsere Systeme zeichnen sich durch folgende Merkmale aus:
7.1 Unabhängige Zonensteuerung
Jede Düse und jede Verteilerzone verfügt über ein eigenes Heizelement und ein Thermoelement.
Typisches System: 4 bis 48 Zonen
Genauigkeit: ±1°C vom Sollwert
7.2 Erweiterte PID-Algorithmen
Automatische Optimierung für jede Zone
Adaptive Steuerung für verschiedene Materialien und Zykluszeiten
Sanftanlauffunktion zum Schutz des Heizgeräts vor Beschädigung
7.3 Sicherheitsmerkmale
Übertemperaturabschaltung (vom Benutzer einstellbarer Grenzwert)
Heizungsausfallerkennung
Verpolungsschutz für Thermoelemente
Leckstromüberwachung
7.4 Controller-Optionen
| Controller-Typ | Am besten geeignet für | Merkmale |
|---|---|---|
| Basis (1–8 Zonen) | Kleine Formen, Einzelkavität | Manuelle Abstimmung, einfache Benutzeroberfläche |
| Mittlerer Bereich (8–24 Zonen) | Produktionsformen, 4–8 Kavitäten | Automatische Optimierung, Datenprotokollierung, Fernzugriff |
| Hochpreisig (24–48+ Zonen) | Große Mehrkavitätenformen, komplexe Systeme | Touchscreen, Ethernet/IP, Integration von Spritzgießmaschinen |
8. Fertigung & Qualität – Herstellung langlebiger Formen
Unsere Heißkanalformen werden im eigenen Haus mit präzisen CNC-Maschinen und unter strenger Qualitätskontrolle hergestellt.
8.1 Herstellungsprozess
| Schritt | Beschreibung |
|---|---|
| 1. Konstruktion & Simulation | 3D-Modellierung, Formfüllanalyse, thermische FEA |
| 2. Materialauswahl | Werkzeugstahl (P20, H13, 420SS) oder Aluminium für Prototypen |
| 3. CNC-Bearbeitung | 5-Achs-Fräsen, Drahterodieren für Strömungskanäle |
| 4. Wärmebehandlung | Härten, Anlassen, Nitrieren (zur Verschleißfestigkeit) |
| 5. Schleifen und Polieren | Oberflächenrauheit RA 0,4 μm oder besser |
| 6. Montage | Installation von Heizung, Thermoelement und Düse |
| 7. Dichtigkeitsprüfung | Druckprüfung des Verteilers bei 1,5-fachem Betriebsdruck |
| 8. Thermische Prüfung | Bei Betriebstemperatur laufen lassen, alle Zonen überprüfen |
8.2 Checkliste zur Qualitätskontrolle
✅ Maßprüfung von Verteiler und Düsen (Koordinatenmessmaschine, ±0,01 mm)
✅ Elektrische Sicherheitsprüfung (Isolationswiderstand >10MΩ bei 500V)
✅ Genauigkeitsprüfung des Thermoelements (±1°C)
✅ Konzentrizität der Tore (innerhalb von 0,05 mm)
✅ Planheit der Düsenspitze (innerhalb von 0,02 mm)
✅ Ebenheit des Verteilers (innerhalb von 0,02 mm über 300 mm)
9. Materialverträglichkeit – Was können Sie in unseren Hot Runners tragen?
Unsere Heißkanalsysteme sind mit der gesamten Palette an Thermoplasten kompatibel:
| Materialfamilie | Beispiele | Eignung für Heißläufer |
|---|---|---|
| Standard | ABS, PS, PP, PE | Hervorragend – offenes oder Ventilschieber |
| Maschinenbau | PC, PC/ABS, PA6, PA66, POM | Sehr gut – Ventil empfohlen |
| Flammhemmend | UL94 V-0, V-1, V-2-Klassen | Gut – korrosionsbeständigen Stahl für Flammschutzmittel verwenden. |
| Glasgefüllt | Nylon+GF, PC+GF, PBT+GF | Gut – gehärtete Spitzen und Dichtungen erforderlich |
| Hohe Temperatur | PEEK, PPS, PEI (Ultem) | Ja – Hochtemperaturdüsen (bis zu 450 °C) |
| Elastomere | TPE, TPV, TPU | Ja – typischerweise werden große Tore und offene Düsen verwendet. |
| Bioharze | PLA, PHA | Ja – niedrigere Temperatureinstellungen |
Wir empfehlen keine Heizmatten für: PVC (zersetzt sich bei längerer Hitzeeinwirkung), Duroplaste (härten im Verteiler aus) oder extrem gefüllte Materialien (>50% Füllstoff).
10. Integration mit Ihrer Spritzgießmaschine
Unsere Heißkanalsysteme sind so konzipiert, dass sie in Standard-Spritzgießmaschinen aller führenden Hersteller passen:
Klemmkraft: 50 bis über 2000 Tonnen
Plattengröße: Abmessungen des Lochkreises und des Zentrierrings nach Kundenwunsch
Elektrischer Anschluss: Einzelner Mehrpolstecker (HARTING, Amphenol oder kundenspezifisch)
Betätigung des Ventilschiebers: Pneumatisch (Standard) oder hydraulisch (Hochdruckanwendungen)
Maschinenschnittstelle: SPI, Euromap oder benutzerdefiniertes Protokoll
Installationsunterstützung: Wir liefern detaillierte Installationszeichnungen, Schaltpläne und Unterstützung bei der Inbetriebnahme vor Ort oder per Fernzugriff.
11. Wartung & Service – Damit Ihre Form reibungslos funktioniert
Durch sachgemäße Wartung lässt sich die Lebensdauer der Heißkanalsysteme auf über 500.000 Zyklen verlängern. Wir bieten:
11.1 Empfohlener Wartungsplan
| Intervall | Aufgaben |
|---|---|
| Täglich | Prüfen Sie Verteiler und Düsen auf Undichtigkeiten und vergewissern Sie sich, dass alle Zonen die gewünschte Temperatur erreichen. |
| Wöchentlich | Torspitzen reinigen, elektrische Anschlüsse prüfen |
| Monatlich | Heizwiderstand messen, Durchgang des Thermoelements prüfen |
| Alle 100.000 Zyklen | Düsenspitzen und Dichtungen austauschen, Verteiler auf Verschleiß prüfen |
| Alle 500.000 Zyklen | Vollständige Demontage, Heizungsaustausch, Krümmerüberarbeitung |
11.2 Ersatzteilsets
Wir liefern maßgeschneiderte Ersatzteilsets mit folgendem Inhalt:
Ersatzdüsenspitzen und -dichtungen (50–100 Stück)
Ersatzheizgeräte und Thermoelemente (2 pro Zone)
Dichtungsringe und O-Ringe
Ventilbolzen und -zylinder (für Ventilsysteme)
12. Anwendungsbereiche – Branchen, die wir bedienen
Unsere kundenspezifischen Heißkanalformen werden in zahlreichen Branchen eingesetzt:
| Industrie | Typische Teile | Vorteile von Hot Runner |
|---|---|---|
| Batterie- und Energiespeicherung | Batteriegehäuse, Zellenhalter, Anschlussisolatoren | Materialeinsparungen (teure UL94 V-0-Kunststoffe), saubere Angussreste |
| Automobil | Innenausstattung, Motorraumkomponenten, Leuchtenlinsen | Mehrfachkavitäten für hohe Stückzahlen, Beseitigung von Schweißnähten |
| Medizinisch | Spritzen, Diagnosekassetten, Gerätegehäuse | Saubere Formteile (kein Angussstaub), Ventilanschnitt für kosmetische Zwecke |
| Unterhaltungselektronik | Handyhüllen, Laptop-Rahmen, Smart-Home-Geräte | Familienformen, mehrere Angüsse für große Teile |
| Verpackung | Verschlüsse, Deckel, dünnwandige Behälter | Schnelle Zyklen, Formen mit mehr als 32 Kavitäten |
| Industrie | Zahnräder, Verbindungsstücke, Werkzeuggehäuse | Fähigkeit von glasfaserverstärkten Materialien |
13. Projektworkflow – Von der Anfrage bis zur Produktion
6-stufiges Prozessdiagramm – Anfrage → Konstruktion → Fertigung → Montage → Prüfung → Lieferung]
Schritt 1: Anforderungsanalyse (2–3 Tage)
Sie liefern: Teilezeichnung/3D-Modell, Material, Volumen, Spezifikationen der Spritzgießmaschine.
Wir bieten Ihnen: Ein unverbindliches Angebot, einen Vorschlag zur Torpositionierung und eine Empfehlung zur Anzahl der Hohlräume.
Schritt 2: Detaillierte Planung (1–3 Wochen)
3D-Modell der kompletten Heißkanalbaugruppe
Formfüllsimulation und thermische FEA
Detaillierte Fertigungszeichnungen
Schritt 3: Fertigung (4–8 Wochen)
Bearbeitung von Krümmern, Wärmebehandlung, Schleifen
Düsenbaugruppe und Heizungsinstallation
Qualitätsprüfung in jeder Phase
Schritt 4: Montage & Test (1 Woche)
Kompletter Heißkanal in die Formbasis eingebaut
Thermischer Test (alle Zonen erreichen die gewünschte Temperatur, keine Lecks)
Elektrische Sicherheitsprüfung
Schritt 5: Musterformung (optional, 1–3 Tage)
Wir fertigen Muster auf unseren hauseigenen Spritzgießmaschinen an.
Musterteile und Prozessparameter bereitstellen
Schritt 6: Lieferung & Inbetriebnahme (Lieferung innerhalb einer Woche)
Für sicheren Transport verpackt
Installationsunterstützung vor Ort oder per Fernzugriff verfügbar
Typische Gesamtlieferzeit: 6–12 Wochen je nach Komplexität
14. Technische Daten – Vollständige Referenz
| Parameter | Sortiment / Optionen |
|---|---|
| Verteilermaterial | P20, H13, Edelstahl 420 oder Aluminium (Prototyp) |
| Düsentyp | Düse oder Ventilschieber (pneumatisch oder hydraulisch) öffnen |
| Karieszahl | 1 bis 32+ (benutzerdefiniert) |
| Tordurchmesser | 0,8 mm – 4,0 mm |
| Maximale Schmelztemperatur | 450 °C (für PEEK, PPS) |
| Maximaler Verteilerdruck | 30.000 psi (2.070 bar) |
| Genauigkeit der Temperaturregelung | ±1°C |
| Controller-Zonen | 1 bis 48+ (benutzerdefiniert) |
| Controller-Kommunikation | SPI, Euromap, Ethernet/IP, Profibus |
| Heizgerätetyp | Kartusche (Verteiler) oder Band (Düse) |
| Thermoelement-Typ | J-Typ oder K-Typ |
| Elektrischer Anschluss | Einzelner Mehrpolstecker (kundenspezifisch) |
| Formkompatibilität | Standard-Plattengrößen, kundenspezifischer Positionierring |
| Garantie | 12 Monate Teile und Arbeitsleistung |
15. Warum sollten Sie uns als Ihren Hot-Runner-Partner wählen?
Mit über 15 Jahren Erfahrung in der Entwicklung und Herstellung von Heißkanalsystemen bieten wir Folgendes an:
Eigene Entwicklung – Kein Outsourcing. Wir entwickeln, simulieren und fertigen unter einem Dach.
Freie Formflussanalyse – Wir prüfen die Lage des Tors und den Füllstand, bevor Sie den Entwurf genehmigen.
Kurze Lieferzeiten – 6–8 Wochen für Standardsysteme, 10–12 Wochen für komplexe Mehrkavitätensysteme.
Wettbewerbsfähige Preise – 15–25 % günstiger als führende Heißkanalhersteller bei vergleichbarer Qualität.
Globale Unterstützung – Technischer Support in Englisch und Mandarin, Inbetriebnahme vor Ort möglich.
Nachrüstungsexpertise – Wir können defekte Heißkanalsysteme in bestehenden Formen aller Hersteller (Husky, Mold-Masters, Synventive, INCOE, Yudo usw.) ersetzen.
Was unsere Kunden sagen:
*„Wir haben für unsere UL94 V-0-Batteriegehäuseform auf deren Heißkanalsystem umgestellt. Der Materialabfall sank von 22 % auf unter 3 %, und die Zykluszeit verbesserte sich um 35 %. Die Form hat 400.000 Zyklen ohne jegliche Probleme mit dem Heißkanalsystem durchlaufen.“* – Produktionsleiter, Energiespeicherunternehmen
16. Fordern Sie ein Angebot an – Starten Sie noch heute Ihr individuelles Heißkanalprojekt.
Sind Sie bereit, Abfall zu reduzieren, die Produktivität zu steigern und die Teilequalität mit einer kundenspezifischen Heißkanalform zu verbessern?
Was wir für den Anfang benötigen:
Teil 3D-Modell (STEP, IGES oder STP)
Materialart und Güteklasse (z. B. PC/ABS UL94 V-0)
Geschätztes Jahresvolumen (z. B. 500.000 Teile/Jahr)
Spezifikationen der Spritzgießmaschine (Presskraft, Plattengröße, Auswerferanordnung)
Besondere Anforderungen (z. B. Begrenzung des Angussrestes, Mehrfachkavität, Familienform usw.).
Was genau sind Ihre OEM-Dienstleistungen?
Mit unserem OEM-Service (Original Equipment Manufacturing) können Sie Ihre einzigartigen Outdoor-Ideen verwirklichen. Wir übernehmen den gesamten Produktentwicklungs- und Fertigungsprozess basierend auf Ihren Spezifikationen, Designs und Markenanforderungen. Von der ersten Idee und Materialbeschaffung über Prototyping, Produktion bis hin zur Qualitätskontrolle sind wir Ihr engagierter Fertigungspartner. Ihr Markenlogo und Ihre Identität werden auf die Endprodukte aufgebracht.Wie hoch ist Ihre Mindestbestellmenge (MOQ)?
Wir wissen, dass Marken Flexibilität benötigen, insbesondere bei der Einführung neuer Produkte. Daher bieten wir flexible Mindestbestellmengen an, die je nach Produktkomplexität, benötigten Materialien und Individualisierungsgrad variieren. Besprechen Sie Ihr Projekt gerne mit uns. Wir bemühen uns, Ihnen eine praktikable Mindestbestellmenge vorzuschlagen.Können Sie uns helfen, aus einer bloßen Idee oder Skizze ein Produkt zu entwickeln?
Absolut! Wir sind darauf spezialisiert, Konzepte in hochwertige, marktreife Produkte umzusetzen. Unser Produktentwicklungsteam arbeitet eng mit Ihnen zusammen, um Ihre Idee zu verfeinern, geeignete Materialien auszuwählen, technische Zeichnungen zu erstellen und Prototypen zu entwickeln, bis Ihre Vision perfekt umgesetzt ist.Was sind die typischen Schritte im OEM-Prozess bei Ihrem Unternehmen?
1. Erste Anfrage und Beratung: Sie teilen Ihr Konzept, Ihren Zielmarkt und Ihre Anforderungen mit. 2. Angebot und Vereinbarung: Wir erstellen ein detailliertes Angebot und unterzeichnen nach der Genehmigung eine Servicevereinbarung. 3. Forschung und Entwicklung (F&E): Unser Team arbeitet an technischen Designs, Materialauswahl und Musterentwicklung. 4. Prototyping: Wir erstellen einen physischen Prototyp für Ihre Bewertung und Ihr Feedback. 5. Formen: Nach der Bestätigung des Designs erstellen wir vor der Produktion eine Form. 5. Mustergenehmigung: Sie genehmigen das endgültige Muster und bestätigen Qualität, Design und Funktionalität. 6. Massenproduktion: Nach der Bestätigung Ihres Produktionsauftrags beginnen wir mit der Herstellung Ihrer Produkte. 7. Strenge Qualitätskontrolle (QC): Wir führen während der gesamten Produktion Inspektionen und vor dem Versand eine abschließende Stichprobenkontrolle durch. 8. Versand und Lieferung: Wir verpacken die Ware sicher und organisieren den Versand an den von Ihnen gewünschten Bestimmungsort.Wie lange dauert der gesamte Prozess vom Konzept bis zur Auslieferung?
Der Zeitplan variiert je nach Produktkomplexität und Bestellmenge erheblich. Eine allgemeine Schätzung lautet: Entwicklung und Probenahme: 4–8 Wochen. Massenproduktion: 4–6 Wochen nach Musterfreigabe. Bitte beachten Sie, dass es sich hierbei um eine Schätzung handelt. Ein genauer Zeitplan wird Ihnen mit Ihrem Projektangebot mitgeteilt.Wem gehören das geistige Eigentum (IP) und die Formen/Werkzeuge für die kundenspezifischen Produkte?
Sie behalten 100 % Eigentum an Ihrer Markenidentität, Ihren Designs und Ihrem Produkt-IP. Für speziell für Ihr Projekt erstellte Formen oder Werkzeuge kann das Eigentum nach Vereinbarung an Sie übertragen werden. Wir wahren strikt die Vertraulichkeit und verwenden Ihre Designs niemals für andere Kunden.Wie ermitteln Sie den Preis für eine OEM-Bestellung?
Der Stückpreis wird durch mehrere Faktoren bestimmt, darunter: Produktkomplexität und Design Rohstoffkosten Beteiligte Arbeits- und Herstellungsprozesse Bestellmenge Verpackungsanforderungen Wir sind bestrebt, wettbewerbsfähige Preise anzubieten, ohne Kompromisse bei der Qualität einzugehen.Wie sieht Ihr Qualitätskontrollprozess aus?
Qualität hat für uns oberste Priorität. Unser Qualitätskontrollprozess umfasst: Eingangsqualitätskontrolle (IQC): Inspektion aller Rohstoffe. In-Process Quality Control (IPQC): Kontrollen während wichtiger Produktionsphasen. Vorversandinspektion (PSI): Eine abschließende Stichprobenprüfung der fertigen Produkte anhand Ihrer genehmigten Stichprobe und unserer Qualitätsstandards. Wir können detaillierte Qualitätskontrollberichte bereitstellen.Können wir die Produkte vor dem Versand prüfen?
Ja. Wir empfehlen dringend eine Inspektion vor dem Versand. Sie können gerne Ihren eigenen Qualitätsprüfer mitbringen oder ein externes Inspektionsunternehmen beauftragen, die Prüfung in unserem Werk durchzuführen. Wir stellen Ihnen gerne Fotos und Videos der Produktion und der Endprodukte zur Verfügung.Wie handhaben Sie den Versand?
Wir verfügen über umfangreiche Erfahrung im weltweiten Versand von Outdoor-Ausrüstung. Wir übernehmen die Logistik für Sie und organisieren den Versand per Seefracht (für große Mengen) oder Luftfracht (für kleinere, dringende Bestellungen). Wir arbeiten mit zuverlässigen Spediteuren zusammen, um einen reibungslosen Ablauf zu gewährleisten. Die Versandkosten sind in Ihrem endgültigen Angebot enthalten.
Verwandte Produkte