






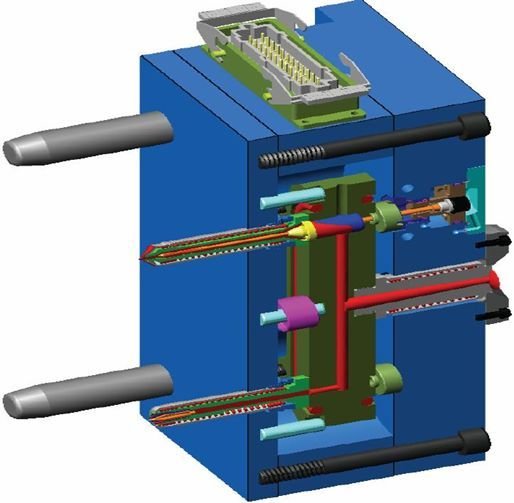
1. Grundlegender Aufbau von Spritzgussformen
Ein Spritzgusswerkzeug besteht typischerweise aus zwei Haupthälften: der stationären Hälfte (Formhohlraumseite) und der beweglichen Hälfte (Formkernseite). Diese Hälften werden unter Druck zusammengefügt und bilden so den Formhohlraum, in den das geschmolzene Plastik eingespritzt wird.
1.1 Formgrundkomponenten
Die Formbasis dient als strukturelle Grundlage und beherbergt alle anderen Komponenten:
| Komponente | Funktion | Material |
|---|---|---|
| Klemmplatte | Verbindet die Form mit der Spritzgießmaschine | P20, 4140 Stahl |
| Hohlraumplatte | Enthält die Abdrücke, die die Außenseite des Teils bilden. | H13, S7 Werkzeugstahl |
| Kernplatte | Enthält den/die Kern(e), der/die die inneren Merkmale des Bauteils bilden. | H13, S7 Werkzeugstahl |
| Stützplatte | Verhindert die Durchbiegung der Kernplatte unter Einspritzdruck | 4140 Stahl |
| Auswerfergehäuse | Bietet Platz für die Komponenten des Auswurfsystems. | 4140 Stahl |
| Führungsbolzen/Buchsen | Gewährleistet die präzise Ausrichtung der Formhälften | Hartmetall, Werkzeugstahl |

1.2 Formhohlraum und Kern
Hohlraum und Kern sind die wichtigsten Bauteile, da sie die eigentliche Form des Kunststoffteils bestimmen:
HohlraumBildet die Außenflächen des Teils
KernBildet die inneren Konturen und weist oft Hinterschneidungen auf
TrennlinieDie Ebene, in der Hohlraum und Kern aufeinandertreffen
2. Wesentliche Schimmelsysteme
2.1 Einspritzsystem
Das Einspritzsystem leitet geschmolzenen Kunststoff von der Maschinendüse in die Formhohlräume:
AngussDer primäre Kanal von der Maschinendüse
LäuferKanäle, die Kunststoff in mehrere Hohlräume verteilen
ToreKontrollierte Eintrittspunkte in den Hohlraum
Kalter SchneckenbrunnenFängt den anfänglich abgekühlten Kunststoff aus der Düse auf.
| Torart | Beschreibung | Typische Anwendungen | Vorteile |
|---|---|---|---|
| Edge Gate | Befindet sich am Rand | Am häufigsten bei einfachen Teilen | Leicht zu entfernen, vielseitig |
| Tab Gate | Kleine Tab-Erweiterung | Technische Teile, die eine präzise Füllung erfordern | Reduziert Stress, saubere Entfernung |
| Punktgenaues Tor | Spitze mit sehr kleinem Durchmesser | Mehrfachformen, Kleinteile | Automatische Trennung, minimale Spuren |
| Heißläufertor | Beheiztes System, kein Läuferabfall | Großserienproduktion | Kein Abfall, schnellere Zyklen |
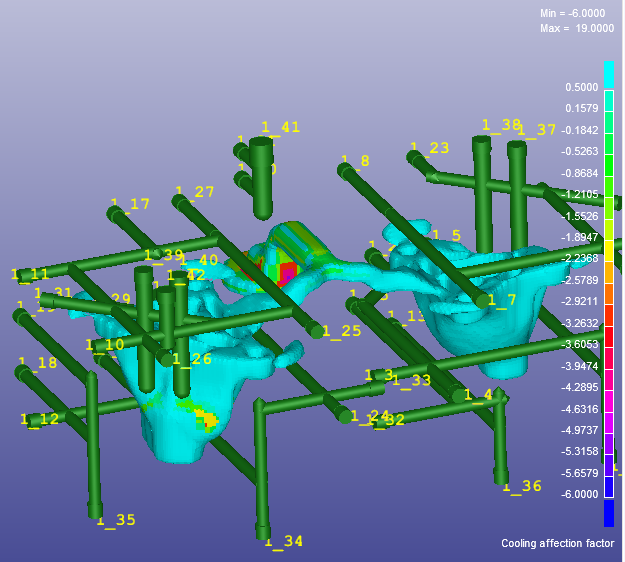
2.2 Kühlsystem
Eine effektive Kühlung ist entscheidend für die Zykluszeit und die Teilequalität:
Kühlkanäle: Wasser oder Öl zirkulieren lassen, um die Wärme abzuführen
Prallbleche und Sprudelsysteme: Verbesserung der Kühlung in tiefen Kernen
Thermische PinsWärmeübertragung von schwer zu kühlenden Bereichen
2.3 Auswurfsystem
Das Auswurfsystem entfernt die erstarrten Teile aus der Form:
AuswerferstifteHäufigste Methode: Teile vom Kern aus verschieben
HülsenauswerferWird um zylindrische Merkmale herum verwendet
AbstreiferplatteHebt Teile vom Kern ab (bei dünnwandigen Teilen)
LuftausstoßVerwendet Druckluft zur Unterstützung der Teileentfernung
2.4 Entlüftungssystem
Eine ordnungsgemäße Belüftung beugt Defekten vor, indem sie das Entweichen von Luft ermöglicht:
Flache KanäleTypischerweise 0,01–0,03 mm tief an der Trennlinie
WindkiefernAuswerferstifte mit geschliffenen Flächen für den Luftdurchgang
poröse Metalleinsätze: Luft entweichen lassen, gleichzeitig aber Kunststoff abdichten
3. Spezialisierte Formsysteme
3.1 Seitlichwirkende Systeme
Für Teile mit Hinterschneidungen, die nicht durch einfaches Öffnen der Form hergestellt werden können:
Folien: Senkrecht zur Formöffnungsrichtung bewegen
Abgewinkelte HeberVertikale Bewegung in horizontale Bewegung umwandeln
Hydraulik-/Pneumatikzylinder: Kraftkomplexe Bewegungen
3.2 Heißkanalsysteme
Fortschrittliche Systeme, die den Kunststoff in den Angusskanälen flüssig halten
| Systemtyp | Beschreibung | Anwendungen |
|---|---|---|
| Isolierter Läufer | Dicke Kufen mit isolierender Außenhaut | Niedriges bis mittleres Volumen |
| Heißer Verteiler | Beheizter Verteiler mit Düsen | Mittleres bis hohes Volumen |
| Ventilgesteuert | Positiv gesteuerte Absperrdüsen | Präzisionsteile, Mehrkomponentenbauteile |
3.3 Kernzugsysteme
Zur Erzeugung von inneren Hinterschneidungen oder komplexen Geometrien:
Zusammenklappbare KerneFür Gewindeteile
Rotierende KerneAngetrieben durch Zahnräder oder Ketten
Erweiterbare KerneFür innere Hinterschneidungen
4. Fortschrittliche Formentechnologien
4.1 Mehrkomponenten-Formgebung
UmspritzenSequenzielle Injektion verschiedener Materialien
Ko-InjektionGleichzeitige Injektion durch separate Tore
StapelformenMehrere Trennlinien für höhere Ausbeute
4.2 Intelligente Formsysteme
Moderne Formen beinhalten Sensoren und Überwachungssysteme:
Drucksensoren: Überwachung des Hohlraumdrucks zur Qualitätskontrolle
Temperatursensoren: Gleichmäßiges Wärmemanagement sicherstellen
Auswurfsensoren: Sicherstellen, dass alle Teile entfernt wurden
4.3 Schnellwechselsysteme
Für einen schnellen Werkzeugwechsel in der Produktion:
Standardisierte MontageSchnellspannsysteme
Modulare KomponentenAustauschbare Einsätze
Vorverdrahtete AnschlüsseIntegrierte Heizung und Sensorik
5. Überlegungen zur Formenkonstruktion
5.1 Materialauswahl
Faktoren, die die Wahl des Formmaterials beeinflussen:
ProduktionsvolumenHöhere Produktionsmengen erfordern härtere, haltbarere Stähle.
TeilmaterialFür abrasive oder korrosive Kunststoffe werden Spezialstähle benötigt.
TeilekomplexitätDetaillierte Merkmale erfordern möglicherweise eine überlegene Polierbarkeit.
5.2 Wartung und Haltbarkeit
Wichtige Konstruktionsaspekte für eine lange Lebensdauer der Form:
VerschleißfestigkeitKritische Bereiche sollten mit gehärteten Stählen oder Beschichtungen versehen werden.
ZugänglichkeitLeichter Zugang für Reinigung und Wartung
StandardisierungVerwenden Sie nach Möglichkeit Standardkomponenten.
6. Formenherstellungsprozess
| Prozessschritt | Beschreibung | Verwendete Ausrüstung |
|---|---|---|
| Konstruktion & Entwicklung | 3D-Modellierung, Simulation, DFM-Analyse | CAD/CAM-Software, Moldflow |
| Materialvorbereitung | Stahlblöcke zuschneiden und rechtwinklig ausrichten | CNC-Fräsmaschinen, Sägen |
| Grobbearbeitung | Entfernen von Schüttgut | Große CNC-Fräsmaschinen |
| Wärmebehandlung | Härtung kritischer Bauteile | Vakuumöfen |
| Präzisionsbearbeitung | Erstellung detaillierter Funktionen | CNC- und EDM-Maschinen |
| Abschluss | Polieren, Texturieren | Polierwerkzeuge, EDM-Texturierung |
| Montage | Alle Komponenten zusammenfügen | Montagebänke |
| Prüfung & Probenahme | Überprüfung der Formleistung | Spritzgießmaschine |
Abschluss
Das Spritzgießwerkzeug ist ein Meisterwerk der Präzisionstechnik und vereint mehrere Systeme, die perfekt aufeinander abgestimmt sein müssen, um effizient hochwertige Kunststoffteile herzustellen. Von der Grundkavität und dem Kern bis hin zu komplexen Heißkanalsystemen und intelligenter Überwachung spielt jede Komponente eine entscheidende Rolle im Spritzgießprozess.
Mit der Weiterentwicklung der Materialien und der zunehmenden Komplexität der Bauteilkonstruktionen entwickelt sich auch die Werkzeugtechnologie stetig weiter. Moderne Spritzgussformen stellen zwar erhebliche Investitionen dar, bieten aber bei korrekter Konstruktion und Fertigung eine unübertroffene Fertigungsmöglichkeit.
Bereit für Ihr nächstes Projekt?
Planen Sie ein neues Spritzgussprojekt? Unser Team aus erfahrenen Ingenieuren und Formenbauern ist auf die Entwicklung und den Bau von Präzisionsformen spezialisiert, die sich durch außergewöhnliche Leistung und Langlebigkeit auszeichnen. Wir bieten:
Expertenberatung im Bereich DesignDFM-Analyse zur Optimierung des Teiledesigns im Hinblick auf die Herstellbarkeit
Fortschrittliche FormenherstellungModernste Ausrüstung und bewährte Verfahren
Umfassende UnterstützungVom Prototyping bis zur Serienproduktion
QualitätssicherungStrenge Tests und Stichproben vor der Auslieferung
Fordern Sie noch heute ein Angebot an! Senden Sie uns Ihre Teilezeichnungen, Spezifikationen und Produktionsanforderungen. Wir erstellen Ihnen ein detailliertes Angebot mit Designempfehlungen, Zeitplan und wettbewerbsfähigen Preisen.
Verwandte Produkt- und Artikelressourcen
Zum Vergleich der Beschaffungsmöglichkeiten und zur technischen Bewertung können Leser auf den entsprechenden Produktseiten und in den zugehörigen Artikeln weiterlesen.
